 es
es  English
English















¿Qué es el flejado de embalaje?
Contenido
- 1 Respuesta directa: ¿Qué es el flejado para embalaje?
- 1.1 Por qué el flejado de embalaje es esencial en la logística moderna
- 1.2 Tipos de materiales para flejes de embalaje
- 1.3 Flejes de polipropileno
- 1.4 Fleje de poliéster
- 1.5 Guía comparativa de rendimiento y selección
- 1.6 Métodos y equipos de aplicación
- 1.7 Herramientas manuales manuales
- 1.8 Herramientas que funcionan con baterías
- 1.9 Máquinas de arco semiautomáticas
- 1.10 Sistemas completamente automáticos
- 1.11 Sistemas neumáticos de flejado de acero
- 1.12 Tipos de articulaciones y su impacto en el rendimiento
- 1.13 Aplicaciones específicas de la industria
- 1.14 Embalaje e impresión de cartón corrugado
- 1.15 Madera y materiales de construcción
- 1.16 Productos Metálicos e Industria Pesada
- 1.17 Agricultura y horticultura
- 1.18 Vidrio y Cerámica
- 1.19 Mejores prácticas para un flejado eficaz
- 1.20 Consideraciones de seguridad y riesgos laborales
- 1.21 Tendencias de sostenibilidad y reciclaje
- 1.22 Conclusión
- 2 Aplicaciones principales del flejado de embalaje
- 2.1 Tipos de materiales y sus usos específicos
- 2.2 Aplicaciones de flejado específicas de la industria
- 2.3 Usos funcionales más allá del paquete básico
- 2.4 Variaciones de herramientas y equipos para diferentes usos
- 2.5 Sostenibilidad y consideraciones ambientales
- 2.6 Tendencias del mercado y perspectivas futuras
- 3 La distinción fundamental entre cinta para flejar y flejes para embalaje
- 3.1 Diferencias estructurales y materiales
- 3.2 Propósito funcional y mecanismo de carga.
- 3.3 Comparación completa entre dimensiones clave
- 3.4 Casos de uso típicos y escenarios de aplicación
- 3.5 ¿Se pueden utilizar juntos?
- 3.6 Conceptos erróneos comunes y riesgos de sustitución
- 3.7 Pautas de selección para profesionales del embalaje
- 3.8 Impacto económico y operativo
- 3.9 Conclusión
- 4 Respuesta directa: Cómo utilizar flejes para embalaje
- 4.1 Planificación y preparación previa a la solicitud
- 4.2 Procedimiento de flejado manual paso a paso
- 4.3 Uso de herramientas combinadas que funcionan con baterías
- 4.4 Operación de máquinas flejadoras semiautomáticas y automáticas
- 4.5 Flejes de Acero: Técnicas Especializadas y Protocolos de Seguridad
- 4.6 Fleje de cordón tejido: aplicación manual de hebilla
- 4.7 Protectores de bordes y accesorios de preparación de carga
- 4.8 Control de Calidad e Inspección Post-Aplicación
- 4.9 Errores comunes y cómo evitarlos
- 4.10 Integración con Stretch Wrap y otros métodos de contención
- 4.11 Conclusión
Respuesta directa: ¿Qué es el flejado para embalaje?
Fleje de embalaje es un material aglutinante de alta resistencia que se utiliza para asegurar, reparazar y estabilizar paquetes, paletas y mercancías agrupadas durante el almacenamiento, manipulación y transporte. También conocido simplemente como flejes o bandas, se aplica alrededor de cajas, cajones, cargas paletizadas o artículos individuales para evitar desplazamientos, colapsos o separaciones. Los flejes para embalaje vienen en varios tipos de materiales, principalmente polipropileno (PP), poliéster (PET), acero y cordón tejido, y se aplican mediante tensores manuales, máquinas semiautomáticas o sistemas de flejado totalmente automatizados, según los requisitos de rendimiento y las características de la carga.
Por qué el flejado de embalaje es esencial en la logística moderna
En las cadenas de suministro globales, los productos frecuentemente pasan por múltiples etapas de manipulación: carga en el almacén, transporte con montacargas, envío en camión o contenedor y entrega en el último tramo. Sin un flejado adecuado, las cargas paletizadas pueden desestabilizarse, las cajas individuales pueden moverse y aplastarse, y los artículos pesados corren el riesgo de caer durante las operaciones de elevación. Los datos de la industria indican que la contención inadecuada de la carga contribuye a aproximadamente el 11% de todas las reclamaciones por daños al transporte. y las cargas sueltas o sin flejes representan una parte importante de las pérdidas evitables.
Los flejes para embalaje abordan estas vulnerabilidades creando una fuerza de tensión circunferencial que mantiene los artículos juntos como una sola unidad rígida. A diferencia de la envoltura elástica, que depende de la fricción superficial y la adherencia elástica, los flejes proporcionan un bloqueo mecánico que no se relaja con el tiempo. Esto lo hace indispensable para cargas pesadas, rígidas o de forma irregular que la película estirable por sí sola no puede asegurar adecuadamente.
Además, los flejes cumplen funciones críticas más allá de la mera contención. Refuerza los puntos débiles del embalaje, como las costuras centrales de grandes cajas de cartón ondulado o las juntas de cajas de madera. Permite el apilamiento vertical evitando el abombamiento lateral. También facilita el manejo al crear puntos de elevación definidos o lugares de fijación para ganchos y eslingas.
Tipos de materiales para flejes de embalaje
La selección del material para flejes depende del peso de la carga, el filo de los bordes, la exposición ambiental, las limitaciones de costos y la compatibilidad con la maquinaria de embalaje existente. Cada material ofrece propiedades mecánicas, métodos de aplicación y características de rendimiento distintas.
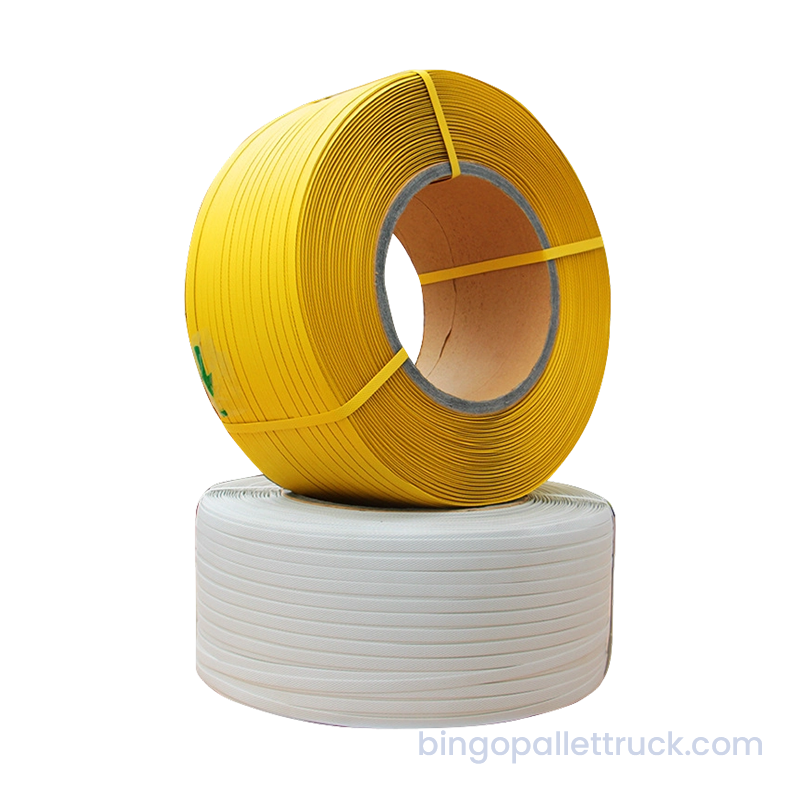
Flejes de polipropileno
Los flejes de polipropileno (PP) son el material de flejado plástico más utilizado debido a su bajo costo, peso ligero y versatilidad. Se fabrica mediante extrusión de resina de PP, normalmente en anchos que van desde 5 mm a 19 mm y espesores de 0,4 mm a 1,0 mm . Los flejes de PP están disponibles en variantes en relieve (texturadas) y lisas, y las versiones en relieve ofrecen un mejor agarre en aplicaciones de soldadura por fricción.
Las resistencias a la rotura típicas de los flejes de PP varían desde 80 kilos a 450 kilos dependiendo del ancho y espesor. Es ideal para aplicaciones de trabajo liviano a mediano, como agrupar materiales impresos, sellar cajas de cartón corrugado y unificar bienes de consumo en paletas de hasta aproximadamente 500 kilos de peso total . El flejado de PP se aplica mediante herramientas manuales, dispositivos que funcionan con baterías o máquinas de arco semiautomáticas.
Sin embargo, el PP muestra una relajación significativa con el tiempo: pierde 25% a 40% de tensión inicial dentro de las 24 horas bajo carga constante. También es sensible a la degradación ultravioleta y se vuelve quebradizo a temperaturas inferiores. -10°C . En consecuencia, no es adecuado para almacenamiento a largo plazo al aire libre o cargas industriales pesadas que requieren tensión sostenida.
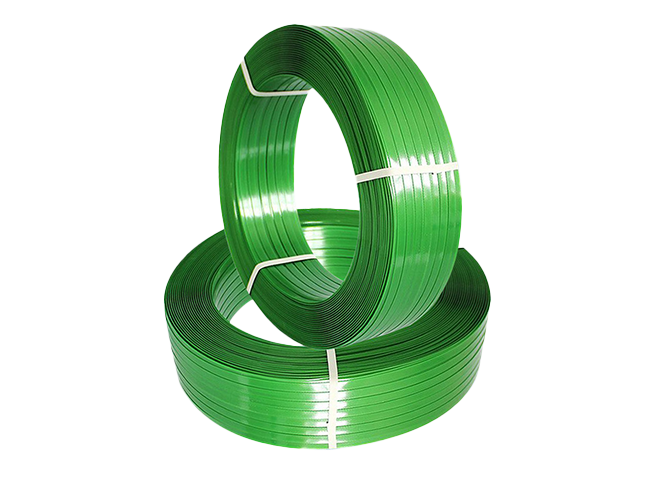
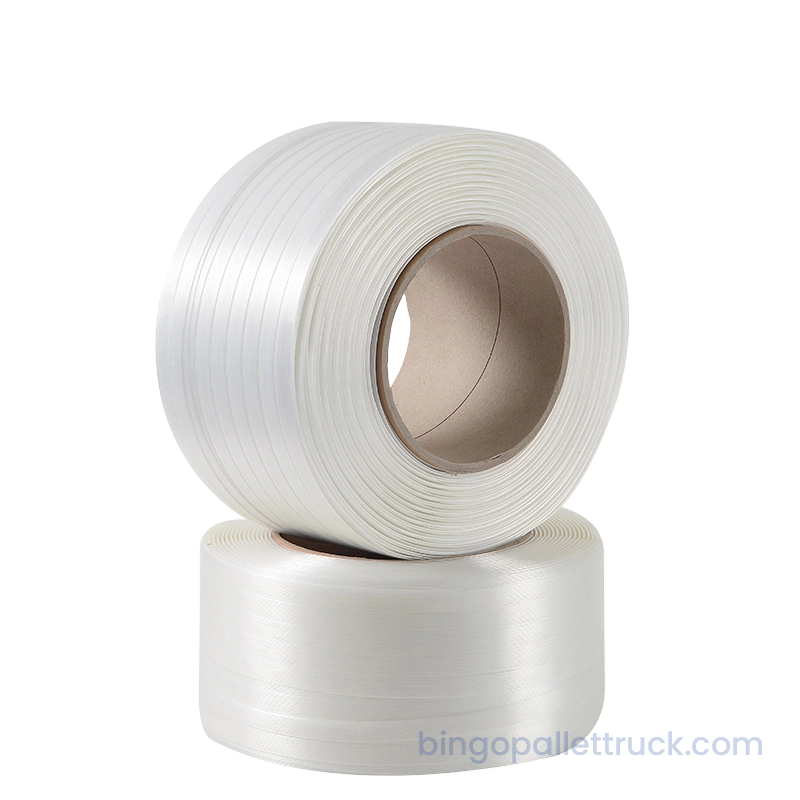
Fleje de poliéster
Los flejes de poliéster (PET) se han convertido en la principal alternativa al acero para aplicaciones de servicio medio a pesado. Fabricados con tereftalato de polietileno, los flejes de PET ofrecen una resistencia a la tracción excepcional, normalmente 300 kg a 1200 kilos resistencia a la rotura para grados industriales estándar, con un peso aproximado 75% menos que los flejes de acero equivalentes. Los anchos estándar varían desde 9 mm a 32 mm con espesores de 0,5 mm a 1,3 mm .
Los flejes de PET demuestran una retención superior de la tensión, perdiendo sólo 5% a 15% de tensión inicial durante períodos prolongados. Es altamente resistente a la radiación ultravioleta, la humedad y la mayoría de los productos químicos, lo que lo hace adecuado para el almacenamiento al aire libre y el envío marítimo. Su elasticidad le permite absorber golpes e impactos durante el tránsito sin romperse, una ventaja fundamental sobre las bandas de acero rígidas.
Los flejes de PET se aseguran mediante uniones de soldadura por fricción, termosellado o sellado dentado. La soldadura por fricción, donde los extremos superpuestos de las correas se hacen vibrar a alta frecuencia para generar calor y fusionar el material, crea uniones con 70% a 85% de la resistencia del material original. El PET es totalmente reciclable y no presenta bordes afilados cuando se corta, lo que mejora significativamente la seguridad en el lugar de trabajo en comparación con el acero.
Guía comparativa de rendimiento y selección
Seleccionar el material de flejado adecuado requiere equilibrar los requisitos de carga, el costo, la seguridad y la eficiencia operativa. La siguiente tabla proporciona una comparación exhaustiva entre las dimensiones clave de rendimiento:
| Propiedad | polipropileno | Poliéster (PET) | Acero | Cordón tejido |
|---|---|---|---|---|
| Resistencia a la rotura típica | 80–450 kilos | 300-1200 kilogramos | 450-2500 kilogramos | 400-2000 kilogramos |
| Retención de tensión (24h) | 60–75% | 85-95% | 100% | 80-90% |
| Alargamiento en rotura | 15-25% | 10-18% | <1% | 12-20% |
| Peso (relativo) | Más ligero | Luz | pesado | Muy ligero |
| Resistencia a los rayos UV | pobre | Excelente | Bueno (puede oxidarse) | bueno |
| Requisito de herramienta | Manual o semiautomático | Batería o neumático | Neumático o manual pesado | tensor manual |
| Seguridad (peligro de borde) | Bajo | Bajo | Alto | Muy bajo |
| Reciclabilidad | Sí (Tipo 5) | Sí (Tipo 1) | Sí (chatarra) | Sí (Tipo 1) |
| Costo típico por metro | Bajoest | moderado | Altoer | moderado |
Para cargas menores 500 kilogramos Con geometría estable y almacenamiento interior, el polipropileno ofrece la solución más económica. Para cargas entre 500 kilogramos and 2,000 kg que requieren exposición al aire libre o absorción de impactos, el poliéster proporciona el equilibrio óptimo entre resistencia, seguridad y costo. El acero sigue siendo necesario sólo para cargas que exceden 2.000 kilos , requisitos de rigidez extrema o entornos de alta temperatura. El cordón tejido sobresale en aplicaciones que exigen portabilidad manual y flexibilidad sin equipo eléctrico.
Métodos y equipos de aplicación
El método de aplicación de los flejes afecta significativamente la eficiencia, la consistencia y la resistencia de las uniones. Las operaciones van desde la manipulación manual de bajo volumen hasta líneas automatizadas de alta velocidad.
Herramientas manuales manuales
Los tensores, selladores y cortadores manuales se utilizan para operaciones de bajo volumen o aplicaciones de campo donde la portabilidad es esencial. Un tensor manual típico para flejes de PP o PET aplica tensión hasta 250 kilos mediante un mecanismo de trinquete. El operador pasa la correa alrededor de la carga, la tensa manualmente, asegura la unión con una junta de metal o plástico utilizando un sellador de engarzado y recorta el exceso. Promedios de tiempo de ciclo 30 a 60 segundos por correa, lo que hace que los métodos manuales sean adecuados para volúmenes inferiores 50 palets por día .
Herramientas que funcionan con baterías
Las herramientas combinadas alimentadas por baterías integran tensión, sellado y corte en un solo dispositivo portátil. Estas herramientas pueden lograr tensiones de hasta 4.000 N (aproximadamente 400 kilogramos) para flejado de PET y completar un ciclo en 3 a 6 segundos . Eliminan la necesidad de sellos separados mediante el uso de juntas de soldadura por fricción o termoselladas. Una sola carga de batería normalmente procesa 300 a 600 ciclos , lo que hace que estas herramientas sean ideales para operaciones de volumen medio de 50 a 200 palets por día .
Máquinas de arco semiautomáticas
Las flejadoras semiautomáticas cuentan con un arco fijo a través del cual el operador coloca el paquete. Al activarse, la máquina alimenta, tensa, sella y corta automáticamente la correa. Estas máquinas manipulan flejes de PP o PET en anchos de hasta 15 milímetros y lograr tiempos de ciclo de 1,5 a 3 segundos . Requieren que un operador coloque cada artículo, pero eliminan el tensado y sellado manual. El rendimiento típico oscila entre 500 a 1.500 paquetes por hora .
Sistemas completamente automáticos
Las máquinas flejadoras completamente automáticas se integran con los sistemas transportadores para procesar paquetes sin intervención del operador. Estos sistemas pueden aplicar múltiples correas en posiciones programables, ajustar la tensión dinámicamente según el peso de la carga e interactuar con los sistemas de gestión de almacenes para el seguimiento. Los modelos de alta velocidad alcanzan rendimientos superiores 60 correas por minuto . Los sistemas automáticos son estándar en centros de distribución de gran volumen, plantas de cajas de cartón corrugado e instalaciones de procesamiento de impresión. 5.000 paquetes por turno .
Sistemas neumáticos de flejado de acero
El flejado de acero requiere tensores y selladores neumáticos debido a la fuerza necesaria para tensar las bandas de acero de alta resistencia. Los tensores neumáticos pueden aplicar fuerzas que exceden 8.000 norte , mientras que los selladores neumáticos engarzan sellos metálicos con presiones de 6 a 10 bares . Estas herramientas son más pesadas y requieren una infraestructura de aire comprimido, lo que limita su movilidad pero proporciona el único método práctico para asegurar cargas industriales pesadas.
Tipos de articulaciones y su impacto en el rendimiento
La unión es el punto más débil de cualquier sistema de flejado. La eficiencia de la unión (la relación entre la resistencia de la unión y la resistencia de la correa principal) determina el límite de carga de trabajo efectiva de todo el conjunto atado.
| Tipo de junta | Materialeses compatibles | Rango de eficiencia | Método de aplicación |
|---|---|---|---|
| Soldadura por fricción | polipropileno, mascota | 70–85% | Herramientas a batería o automáticas |
| Sellado térmico | PP | 60–75% | Máquinas de arco |
| Sello dentado (metal) | polipropileno, mascota, Steel | 50–80% | Engarzado manual o neumático |
| Hebilla a presión. | Cordón tejido | 40-60% | tensor manual |
| Junta con muesca (acero) | Acero | 75-90% | Sellador neumático |
Las uniones soldadas por fricción ofrecen el mejor equilibrio entre resistencia y conveniencia para flejes de plástico, logrando eficiencias de hasta 85% cuando se ejecuta correctamente. Para cargas pesadas críticas, las juntas de acero con muescas brindan la mayor confiabilidad pero requieren equipo especializado. Las uniones con hebilla en el cordón tejido sacrifican la fuerza para lograr portabilidad y reutilización.
Aplicaciones específicas de la industria
El flejado para embalaje sirve a diversas industrias con requisitos especializados determinados por las características del producto, la intensidad de manipulación y los entornos regulatorios.
Embalaje e impresión de cartón corrugado
La industria del cartón ondulado es el mayor consumidor de flejes de polipropileno. Las cajas que salen de las líneas de producción se agrupan en pilas de 10 a 50 unidades usando correas de PP en 12 mm a 15 mm ancho. El flejado evita la deformación de la caja durante el apilado y permite el manejo de unidades agrupadas con montacargas. Las flejadoras en línea de alta velocidad procesan hasta 80 paquetes por minuto , lo que hace que las máquinas de arco sean esenciales para las líneas de producción integradas.
Madera y materiales de construcción
Los aserraderos utilizan correas de poliéster o cuerdas tejidas para agrupar madera dimensional, láminas de madera contrachapada y productos de madera de ingeniería. Un fardo de madera típico que pesa 1.500 a 2.500 kilos requiere 3 a 5 correas Se aplica con el espaciado calculado para evitar el deslizamiento de las tablas individuales. Los flejes de PET han reemplazado en gran medida al acero en este sector debido a su resistencia comparable, su peso más liviano y la eliminación de las manchas de óxido en las superficies de madera.
Productos Metálicos e Industria Pesada
Las bobinas de acero, los tubos metálicos, las extrusiones de aluminio y las barras de refuerzo para la construcción requieren flejes de acero para cargas que exceden 5.000 kilogramos . El alargamiento cero del acero evita que la bobina se deslice durante el levantamiento y el transporte. Los protectores de bordes (generalmente canales de fibra o plástico) son obligatorios para evitar que la correa corte los bordes metálicos afilados. En algunas aplicaciones, los flejes de acero se combinan con una envoltura elástica para brindar contención estructural y protección ambiental.
Agricultura y horticultura
Los productos frescos, los fardos de heno y el material de vivero se agrupan mediante correas de polipropileno o de cuerda tejida. El PP estabilizado contra los rayos UV es esencial para el almacenamiento de fardos de heno al aire libre, donde las correas deben resistir 6 a 12 meses de exposición al sol sin degradación. Se prefiere la cuerda tejida para envolver bolas de árboles y arpillera debido a su flexibilidad y agarre suave en los sistemas de raíces.
Vidrio y Cerámica
El vidrio plano, las baldosas cerámicas y los artículos sanitarios requieren flejes que distribuyan la tensión de manera uniforme para evitar roturas. Los flejes de poliéster con protectores de bordes son estándar para paquetes de vidrio, mientras que el PP se utiliza para paquetes de baldosas de cerámica más livianos. El sistema de flejado debe adaptarse a la naturaleza frágil de estos productos y al mismo tiempo proporcionar suficiente unificación para el manejo con grúas y montacargas.
Mejores prácticas para un flejado eficaz
La técnica de flejado adecuada es tan importante como la selección del material. Una aplicación subóptima puede reducir la contención efectiva al 30% a 50% incluso cuando se utilizan flejes de alta calidad.
- Coloque las correas en los puntos de tensión de carga: Para mercancías paletizadas, coloque la primera correa aproximadamente 15cm desde el borde inferior y la correa superior 15cm desde el borde superior, con correas intermedias espaciadas uniformemente. Esto evita que la carga se deslice verticalmente durante la inclinación del montacargas.
- Utilice protectores de bordes en esquinas afiladas: Sin protectores de bordes, la tensión del flejado se concentra en los puntos de las esquinas y puede cortar cajas de cartón corrugado, cajones de madera o embalajes blandos dentro. 24 a 48 horas . Los protectores de bordes de tablero de fibra, plástico o metal distribuyen la carga en una superficie más amplia.
- Mantenga una tensión constante: Las correas poco tensadas permiten el movimiento de la carga; Las correas demasiado tensas pueden aplastar el embalaje frágil o romperse durante el impacto. Siga las especificaciones del fabricante para obtener ajustes de tensión óptimos, normalmente 30% a 50% de la resistencia a la rotura de la correa.
- Aplique múltiples correas para cargas pesadas: Una sola correa rara vez proporciona la seguridad adecuada para cargas paletizadas. Las pautas de la industria recomiendan un mínimo de 2 correas para cargas inferiores 500 kilogramos , 3 a 4 correas for 500 kilogramos to 1,500 kg , y 5 o más correas para cargas superiores 1.500 kilogramos .
- Combínelo con una envoltura elástica para una protección integral: Los flejes proporcionan contención estructural, mientras que la envoltura elástica ofrece protección contra el polvo, la humedad y la manipulación. La combinación reduce las tasas de daño en un adicional 15% a 25% en comparación con el flejado solo.
- Inspeccione y vuelva a tensar después del asentamiento inicial: Los flejes de plástico se relajan durante la primera 12 a 24 horas después de la aplicación a medida que la carga se comprime y el material de la correa se arrastra. Para envíos críticos, vuelva a tensar las correas después de este período de asentamiento o use correas preestiradas para minimizar la relajación.
Consideraciones de seguridad y riesgos laborales
Fleje de embalaje , particularmente el acero, presenta importantes riesgos de seguridad que requieren capacitación formal y medidas de protección.
Los bordes de los flejes de acero pueden provocar laceraciones graves. Cuando se cortan bajo tensión, las correas de acero pueden latir con fuerza suficiente para causar lesiones oculares, laceraciones faciales o fracturas de huesos. OSHA y agencias de seguridad equivalentes exigen el uso de gafas de seguridad, guantes resistentes a cortes y calzado protector. al manipular flejes de acero. Se deben utilizar cortadores de flejes con mangos largos para mantener la distancia desde el punto de corte.
Los flejes de plástico sometidos a alta tensión también pueden romperse y retroceder, aunque con consecuencias menos graves que las de acero. Todas las operaciones de flejado deben mantener zonas despejadas alrededor del área de tensado, y el personal nunca debe pararse en la línea del recorrido de la correa durante el tensado o corte.
La eliminación adecuada es otra preocupación de seguridad. Los trozos de flejes cortados que se dejan en el suelo del almacén crean peligros de tropiezo y pueden enredar las ruedas del montacargas. La implementación de contenedores de recolección exclusivos y protocolos de limpieza inmediata reduce estos riesgos.
Tendencias de sostenibilidad y reciclaje
Las consideraciones medioambientales influyen cada vez más en la selección de materiales para flejes y en las prácticas de gestión de residuos.
Los flejes de polipropileno y poliéster son termoplásticos reciclables. Los flejes de PET se clasifican como plástico Tipo 1 y pueden reprocesarse para obtener nuevos flejes, rellenos de fibra o productos en láminas. Los flejes de PP son plásticos de tipo 5 con una infraestructura de reciclaje más pequeña pero cada vez más aceptados por los recicladores especializados. Muchos grandes centros de distribución ahora operan programas de circuito cerrado en los que los flejes de plástico usados se empaquetan y se devuelven a los fabricantes para su reprocesamiento.
Los flejes de acero son totalmente reciclables como chatarra, aunque los bordes afilados requieren un manejo cuidadoso durante la recolección. El reciclaje de flejes de acero evita la producción intensiva de energía de acero virgen, lo que reduce las emisiones de carbono en aproximadamente 60% en comparación con la fabricación primaria de acero.
Están surgiendo alternativas de base biológica en la investigación y la producción comercial limitada. Los flejes fabricados con ácido poliláctico (PLA) u otros polímeros biodegradables ofrecen potencial para aplicaciones donde no se dispone de infraestructura de reciclaje. Sin embargo, los actuales flejes de base biológica carecen de la resistencia a la tracción y la competitividad de costos necesarios para su adopción industrial generalizada.
Conclusión
El flejado de embalaje es un elemento fundamental del embalaje y la logística modernos, ya que proporciona la contención mecánica que la envoltura elástica, la cinta y otros métodos no pueden lograr por sí solos. Desde polipropileno liviano para agrupar materiales impresos hasta acero de alta resistencia que asegura bobinas metálicas, los materiales para flejes abarcan un rango de rendimiento que cubre resistencias a la rotura desde 80 kg hasta más de 2500 kg.
La evolución de los flejes de poliéster ha cambiado fundamentalmente las prácticas de la industria, ofreciendo una resistencia comparable al acero con una fracción del peso y con una seguridad sustancialmente mejorada. Para la mayoría de las aplicaciones entre 500 kilogramos and 2,000 kg , el PET representa la opción óptima, ya que combina alta retención de tensión, resistencia a los rayos UV y reciclabilidad.
Un flejado eficaz requiere más que seleccionar el material adecuado: exige equipo adecuado, ajustes de tensión correctos, colocación estratégica de las correas y cumplimiento de los protocolos de seguridad. Al comprender las propiedades mecánicas, los métodos de aplicación y los requisitos específicos de la industria descritos en esta guía, los profesionales de la logística pueden reducir significativamente los daños a los productos, mejorar la eficiencia de manipulación y garantizar que los productos lleguen a su destino en las mismas condiciones en las que salieron de las instalaciones.

Aplicaciones principales del flejado de embalaje
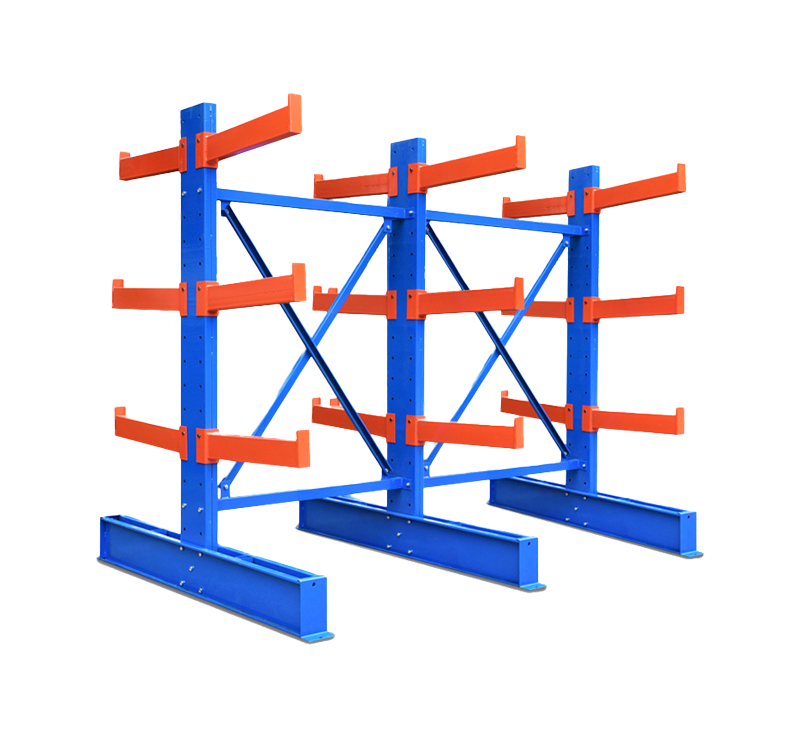
Fleje de embalaje Sirve como material fundamental de unión y seguridad en las cadenas de suministro globales. Sus usos principales incluyen agrupar cajas de cartón corrugado en paletas , reforzar cargas pesadas durante el tránsito , y estabilizar materiales de construcción como ladrillos, madera y bobinas de acero. El mercado mundial de materiales para flejes alcanzó 6.200 millones de dólares en 2022 y se prevé que crezca a un CAGR del 4,9% hasta 2030, lo que refleja el papel esencial que desempeña el flejado en la logística moderna y el embalaje industrial.
Tipos de materiales y sus usos específicos
Se diseñan diferentes materiales de flejado para distintos requisitos de carga y condiciones ambientales. La selección del material correcto tiene un impacto directo en la seguridad de la carga, la rentabilidad y la seguridad en el lugar de trabajo.
Flejes de poliéster (PET) para cargas pesadas
Los flejes de poliéster ofrecen una excelente relación resistencia-peso y se utilizan comúnmente para asegurar madera, tubos de PVC, ladrillos y otros materiales pesados que requieren mantener la tensión durante largos períodos de tránsito. Los flejes de PET proporcionan una recuperación del alargamiento superior en comparación con el polipropileno, lo que los hace ideales para cargas que pueden asentarse o desplazarse durante el transporte. Representa una porción significativa del segmento de flejes de plástico, que domina aproximadamente 63,4% del mercado general de correas y hebillas para embalaje.
Flejes de polipropileno (PP) para trabajos livianos y medianos
El polipropileno es el material de flejado más utilizado y representa aproximadamente 82% de participación por tipo de producto de flejes de plástico. Es económico, versátil y adecuado para empaquetar cajas de cartón corrugado, asegurar bienes de consumo livianos y unificar productos minoristas . El flejado de PP se emplea con frecuencia en líneas de embalaje automatizadas dentro de centros logísticos de alimentos y bebidas, productos farmacéuticos y comercio electrónico debido a su compatibilidad con máquinas flejadoras de alta velocidad.
Materiales especiales: nailon, compuesto y papel
Los flejes de nailon proporcionan elasticidad y resistencia únicas para asegurar cargas pesadas con bordes afilados. Los flejes compuestos combinan múltiples propiedades de materiales para ofrecer Alargamiento ultra bajo, alta resistencia al impacto y resistencia a la rotura superior. . Los flejes de papel sirven como una alternativa respetuosa con el medio ambiente para embalajes de consumo de uso ligero a medio, ya que ofrecen una fácil reciclabilidad y se alinean con los mandatos de sostenibilidad.
| Material | Resistencia a la rotura típica | Aplicaciones primarias | Nivel de costo |
|---|---|---|---|
| Acero | 1200 – 2500 libras | pesado machinery, metal coils, concrete | Alto |
| Poliéster (PET) | 600 – 1,400 libras | Madera, ladrillos, tubos de PVC. | Medio |
| polipropileno (PP) | 100 – 600 libras | Cajas de cartón ondulado, bienes de consumo. | Bajo |
| compuesto | 800 – 1,600 libras | pesado pallets, sharp-edged loads | Medio-High |
Aplicaciones de flejado específicas de la industria
Los requisitos de flejado varían significativamente entre industrias según el peso del producto, la fragilidad, los estándares regulatorios y las condiciones de manipulación. Los siguientes sectores representan los mayores consumidores de sistemas de flejado a nivel mundial.
Industria de alimentos y bebidas
En la logística de alimentos y bebidas, los flejes aseguran botellas de vidrio, latas de aluminio y contenedores de PET a paletas para su distribución. Las máquinas flejadoras automatizadas son particularmente críticas aquí, ya que deben manejar un alto rendimiento y al mismo tiempo minimizar el consumo de material y la huella de carbono. Los sistemas de flejado en este sector también deben cumplir con los estándares de higiene y ser compatibles con entornos de cadena de frío.
Materiales de Construcción y Construcción
La industria de la construcción depende en gran medida de los flejes de acero y poliéster para asegurar bloques de hormigón, tejas, paneles de yeso y componentes de andamios . En los lugares de trabajo, las herramientas de flejado se utilizan para amarrar cargas durante el transporte y agrupar materiales para levantarlas con grúa. Un flejado adecuado evita el desplazamiento de la carga que podría causar daños estructurales o lesiones en el lugar de trabajo, lo que contribuye directamente al cumplimiento de la seguridad en el sitio.
Madera, paneles y productos de madera
La industria maderera utiliza flejes de poliéster de alta resistencia para agrupar madera dimensional, madera contrachapada y productos de madera de ingeniería. Los sistemas de flejado agilizan el proceso de embalaje, permitiendo una carga y descarga eficiente y evitando al mismo tiempo deformaciones o daños en los bordes. Dado que los productos de madera suelen transportarse a largas distancias, las propiedades de tensión conservadas del poliéster lo convierten en el material preferido para este sector.
Electrónica farmacéutica y de consumo
Los envases farmacéuticos exigen materiales de flejado ligeros y fácilmente reciclables, como el polipropileno, para cerrar cajas de cartón y reforzar paquetes. La electrónica de consumo representa el segmento de más rápido crecimiento dentro de los materiales de flejado de plástico, impulsado por la necesidad de asegurar dispositivos frágiles y de alto valor durante la distribución global. A menudo se especifican variantes de flejado antiestático y no abrasivo para componentes electrónicos sensibles.
Agricultura y productos frescos
Las operaciones agrícolas utilizan flejes para asegurar cajas de frutas, verduras y productos a granel durante el tránsito. El objetivo principal es minimizar el movimiento que causa hematomas o deterioro. Los sistemas de flejado también aumentan la eficiencia de carga y descarga, reduciendo la exposición a elementos ambientales y ayudando a mantener la integridad de la cadena de frío para productos perecederos.
Usos funcionales más allá del paquete básico
Las aplicaciones modernas de flejado van mucho más allá del simple empaquetado. Las técnicas avanzadas y las innovaciones en herramientas han ampliado el alcance funcional del flejado en entornos operativos.
Paletizado y Estabilización de Carga Unitaria
El flejado es fundamental para las operaciones de paletizado, donde funciona junto con la envoltura elástica para crear unidades de carga estables. La correa proporciona compresión vertical y contención horizontal, evitando que las capas se muevan y caigan durante el manejo con montacargas y el transporte por carretera. El crecimiento del comercio electrónico ha impulsado un 41% de aumento en la demanda de automatización del embalaje para sistemas de flejado en los últimos años.
Aseguramiento de la carga y cumplimiento de la seguridad
En logística y almacenamiento, el flejado es un componente crítico de los protocolos de seguridad en el lugar de trabajo. Las correas correctamente tensadas evitan que las cargas pesadas se desplacen o caigan, reduciendo los riesgos de accidentes y garantizando el cumplimiento de las normas de seguridad laboral. Los materiales de flejado de alta resistencia y los mecanismos tensores robustos protegen maquinaria y equipos valiosos contra robos y daños durante el tránsito.
Integridad del refuerzo y del paquete
Los flejes refuerzan las cajas de cartón corrugado y los contenedores grandes que experimentan tensión durante el apilamiento y la manipulación. Los patrones de flejado cruzado distribuyen las fuerzas de carga de manera uniforme a través de las superficies del paquete, evitando fallas de la caja en los puntos de tensión. Este refuerzo es particularmente valioso para envíos internacionales donde la carga puede manipularse varias veces en diferentes modos de transporte.
Variaciones de herramientas y equipos para diferentes usos
La efectividad del flejado depende significativamente de las herramientas utilizadas para aplicar, tensar y sellar el material. La selección de herramientas afecta la seguridad del operador, la velocidad de la aplicación y la seguridad de la carga final.
Herramientas manuales para operaciones de bajo volumen
Los tensores y selladores manuales son soluciones rentables para operaciones a pequeña escala. El flejado de acero generalmente requiere tensores, selladores y cizallas separados, o herramientas pesadas de muesca todo en uno. Las herramientas manuales para flejes de plástico son generalmente más livianas, seguras y ergonómicas, y a menudo usan clips o hebillas para aplicaciones de baja tensión.
Herramientas neumáticas y a batería
Las herramientas de flejado neumáticas brindan una tensión constante para aplicaciones de gran volumen, pero requieren estaciones de suministro de aire fijas. Las herramientas alimentadas por baterías han surgido como una innovación transformadora, ofreciendo Movilidad total y número reducido de herramientas. para aplicaciones de flejes de plástico. Las herramientas de batería modernas integran tensión, sellado y corte en unidades individuales con conectividad inalámbrica y funciones de software inteligentes, lo que mejora significativamente la eficiencia operativa.
Sostenibilidad y consideraciones ambientales
El impacto ambiental influye cada vez más en la selección de materiales de flejado y los patrones de uso en todas las industrias.
Reciclabilidad y recuperación de materiales
Los flejes de acero son totalmente reciclables y contribuyen a los objetivos de la economía circular, aunque la intensidad energética de su producción sigue siendo una consideración. Los flejes de plástico, en particular las variantes de PET y PP, son reciclables, pero actualmente representan una fracción limitada de los flujos generales de reciclaje de plástico. El PET reciclado representa actualmente aproximadamente 8% de flejes derivados de PET en Europa y América del Norte, y se espera un crecimiento continuo a medida que mejore la infraestructura de recolección.
Flejes de papel y alternativas de base biológica
Los flejes de papel ofrecen una alternativa compostable y fácil de usar para aplicaciones livianas, eliminando por completo los desechos plásticos. Los materiales emergentes para flejes de base biológica tienen como objetivo replicar el rendimiento de los plásticos sintéticos utilizando materias primas renovables, aunque la adopción actual sigue limitada por limitaciones de costo y disponibilidad.
Reducción de residuos mediante especificaciones adecuadas
El uso de flejes especificados adecuadamente para cada aplicación minimiza el desperdicio de material y reduce el impacto ambiental. La especificación excesiva de acero para cargas livianas desperdicia recursos y aumenta los riesgos de manipulación, mientras que la especificación insuficiente de plástico para cargas pesadas genera fallas, daños al producto y costos de reemplazo adicionales. El control de tensión adecuado y la calibración de herramientas reducen aún más el consumo de correa al 5% a 15% en operaciones típicas.
Tendencias del mercado y perspectivas futuras
La industria del flejado está evolucionando en respuesta a las demandas de automatización, las presiones de sostenibilidad y el crecimiento del comercio global.
Flejado inteligente y herramientas conectadas
Las herramientas flejadoras alimentadas por baterías de próxima generación ahora cuentan con conectividad inalámbrica, registro digital de tensión y alertas de mantenimiento predictivo. Estas herramientas inteligentes permiten la trazabilidad de la calidad y reducen el tiempo de inactividad al monitorear los componentes de desgaste en tiempo real. Estas innovaciones son particularmente valiosas en las industrias farmacéutica y alimentaria, donde la consistencia de la tensión de la correa es fundamental para el cumplimiento normativo.
Integración con líneas de envasado automatizadas
Los sistemas de flejado están cada vez más integrados con paletizadores robóticos, enfardadoras automáticas y sistemas de gestión de almacenes. Esta integración crea flujos de trabajo de embalaje sincronizados que minimizan los requisitos de mano de obra y maximizan el rendimiento. Se espera que la tendencia hacia el embalaje de final de línea totalmente automatizado se acelere a medida que aumenten los costos laborales y sigan intensificándose las demandas de cumplimiento del comercio electrónico.
La distinción fundamental entre cinta para flejar y flejes para embalaje
Cinta para flejar y flejes de embalaje Hay categorías completamente diferentes de materiales de embalaje con estructuras, métodos de aplicación y propósitos funcionales distintos. La cinta flejadora es una cinta adhesiva sensible a la presión reforzada con filamentos de fibra de vidrio o hilos de poliéster, que se aplica a las superficies de las cajas para sellar solapas o reforzar las costuras. El fleje de embalaje es una banda o cordón no adhesivo, generalmente hecho de polipropileno, poliéster, acero o cordón tejido, que se envuelve circunferencialmente alrededor de las cargas y se asegura mediante uniones mecánicas y tensoras. El primero se basa en la unión adhesiva a superficies planas; este último se basa en la fuerza de tracción y la sujeción mecánica para unir objetos tridimensionales.
Diferencias estructurales y materiales
Comprender la construcción física de cada producto aclara por qué no pueden sustituirse entre sí.
Construcción de cinta para flejar
La cinta para flejar consta de tres capas principales: una película de respaldo (generalmente polipropileno o poliéster), filamentos de refuerzo longitudinales (fibra de vidrio o hilo sintético) y un revestimiento adhesivo sensible a la presión (a base de caucho o acrílico). Los anchos estándar varían desde 12 mm a 75 mm , con espesores entre 0,12 mm y 0,25 mm . Los filamentos de fibra de vidrio proporcionan resistencia a la tracción en la dirección longitudinal, logrando típicamente 300 N a 1.500 N por 25 mm de ancho.
La capa adhesiva se activa mediante presión manual y requiere una superficie limpia, seca y relativamente plana para lograr una fuerza de unión óptima. En cartón corrugado, los valores de adherencia al despegado suelen oscilar entre 4 N/cm a 12 N/cm dependiendo de la formulación del adhesivo y la condición de la superficie. La cinta no puede funcionar sin contacto con la superficie; todo su mecanismo de sujeción depende de la interfaz adhesivo-sustrato.
Construcción de embalaje y flejado
Fleje de embalaje is a homogeneous or composite band with no adhesive component. Polypropylene strapping is extruded as a continuous flat band, typically 5 mm a 19 mm ancho y 0,4 mm a 1,0 mm grueso. Los flejes de poliéster se fabrican mediante procesos de estiramiento y termofijado para lograr una orientación molecular que proporcione una alta resistencia a la tracción. Los flejes de acero se laminan en frío a partir de flejes de acero.
A diferencia de la cinta, los flejes no se adhieren a las superficies. Funciona envolviéndolo alrededor de un objeto o grupo de objetos y tensándolo para crear una fuerza de compresión. Los extremos de la correa se unen mediante soldadura por fricción, termosellado, sellos metálicos o hebillas, métodos mecánicos que crean un bucle cerrado. La fuerza de sujeción proviene de la tensión de la correa y de la fricción entre los artículos atados, no de ninguna unión adhesiva.
Propósito funcional y mecanismo de carga.
Los principios mecánicos divergentes que subyacen a cada producto dictan sus respectivas funciones en los sistemas de envasado.
Cómo funciona la cinta para flejar
La cinta para flejes resiste fuerzas paralelas a la superficie a la que se aplica. Al sellar una caja, la cinta evita que las solapas superiores se separen transfiriendo la tensión de tracción a través del adhesivo a las fibras del cartón. Cuando se utiliza como refuerzo, distribuye la tensión entre las uniones de la caja y evita el desgarro en los puntos de concentración de tensión. Su eficacia se limita a aplicaciones de superficies bidimensionales donde se mantiene un contacto adhesivo continuo.
La capacidad de sujeción de la cinta está determinada por la fuerza de la unión adhesiva, que se degrada bajo temperaturas extremas, humedad y contaminación de la superficie. A temperaturas superiores 60°C , los adhesivos a base de caucho se ablandan significativamente; abajo -10°C , los adhesivos acrílicos se vuelven quebradizos y pueden deslaminarse. La humedad puede debilitar las uniones entre el cartón y la cinta al comprometer el sustrato del cartón en lugar del adhesivo en sí.
Cómo funciona el flejado de embalaje
Fleje de embalaje creates a three-dimensional containment system. When tensioned around a load, the strap exerts a uniform radial compressive force that holds items together as an integrated unit. This force is independent of surface adhesion—the strap grips through friction and mechanical interlock with the load geometry. A properly tensioned strap can resist forces from any direction: vertical lifting, horizontal shifting, and rotational torque.
La fuerza de compresión generada por los flejes es sustancial. Una correa de PET tensada para 400 kilos en un palé midiendo 1,2 m por 0,8 m crea una presión de sujeción de aproximadamente 4,2 kg por centímetro lineal de contacto de la correa. Para una plataforma con cuatro correas, esto se traduce en una contención de compresión total que excede 1.600 kilos —un nivel de fuerza imposible de lograr con cinta adhesiva en cualquier superficie del embalaje.
Comparación completa entre dimensiones clave
La siguiente tabla sintetiza las diferencias críticas entre estos dos materiales de embalaje:
| Atributo | Cinta para flejar | Fleje de embalaje |
|---|---|---|
| Material primario | Adhesivo de fibra de vidrio de película PP/PET | polipropileno, mascota, steel, or woven cord |
| Mecanismo de retención | Adhesión sensible a la presión | Uniones mecánicas de tracción y tensión. |
| Resistencia a la tracción típica | 300–1500 N por 25 mm de ancho | 800–25 000 N por correa |
| Dimensión de aplicación | Bidimensional (superficie) | Tridimensional (circunferencial) |
| Requisito de superficie | Es esencial una superficie limpia, seca y plana. | No se requiere adhesión a la superficie |
| Capacidad de carga máxima | Limitado a la integridad de la caja (~30–50 kilogramos) | Hasta 2.500 kg por unidad flejada |
| Reutilizabilidad | De un solo uso; El adhesivo se degrada al retirarlo. | Fleje de cordón reutilizable; otros de un solo uso |
| Velocidad de aplicación | 5 a 15 segundos por aplicación | 30 segundos a 3 minutos por correa |
| Equipo requerido | Dispensador manual o pistola de cinta | Herramientas tensoras, selladoras y cortadoras. |
| Rango de temperatura | -10°C a 60°C (dependiendo del adhesivo) | -40°C a 80°C (PET); mayor para el acero |
| Costo por aplicación | $0.05–$0.50 | $0,10–$2,00 por correa |
Casos de uso típicos y escenarios de aplicación
Las aplicaciones prácticas de estos materiales rara vez se superponen. Cada uno ocupa un nicho distinto en la jerarquía de envases.
Cuándo utilizar cinta para flejar
- Sellado y cierre de cajas: Asegurar las solapas superior e inferior de cajas de envío de cartón corrugado que pesen hasta 30 kilos . Para cajas más ligeras basta con cinta adhesiva estándar para sellar cajas de cartón; La cinta para flejar está reservada para cajas más pesadas o reforzadas.
- Refuerzo de caja: Aplicar tiras con patrones cruzados a cajas que contengan artículos densos o pesados para evitar que se rompan las costuras. Una caja que contiene 25 kilos de piezas metálicas puede requerir refuerzo de cinta de fibra de vidrio en todas las uniones.
- Adjunto de etiquetas de palet: Asegurar documentos de envío, etiquetas y listas de empaque a cargas paletizadas donde la cinta debe resistir la abrasión por manipulación.
- Aseguramiento temporal del paquete: Sujetar juntos artículos livianos como tubos de PVC, tiras de moldura o tubos para carteles para manipulación a corto plazo.
- Protección de bordes y esquinas: Reforzar las esquinas vulnerables de muebles o electrodomésticos durante el tránsito para evitar que los protectores de esquinas de cartón se muevan.
Cuándo utilizar flejes de embalaje
- Unitización de paletas: Asegurar varias cajas, bolsas o artículos en un palé para crear una única unidad de manipulación. Una carga de palet estándar de 500 kilogramos to 1,500 kg requiere 2 a 4 correas para una contención adecuada.
- pesado item bundling: Agrupar barras de metal, tuberías, madera o materiales de construcción en ascensores manejables. Los flejes de acero son estándar para paquetes que exceden 2.000 kilos .
- Refuerzo de carga en palets inestables: Evitar que cargas muy pesadas o con formas irregulares se vuelquen durante el transporte con carretilla elevadora. Los flejes crean una conexión rígida entre la carga y la plataforma del palet.
- Compresión de productos blandos: Reducir el volumen de textiles, productos de espuma o materiales agrícolas mediante la aplicación de compresión circunferencial. El flejado puede reducir el volumen de la paca al 15% a 30% , optimizando la densidad del transporte.
- Asegurar artículos a paletas para transporte marítimo: El transporte marítimo somete los palés a fuerzas extremas debido al movimiento del barco. Los flejes proporcionan el bloqueo mecánico necesario para evitar el desplazamiento de la carga durante semanas en el mar.
¿Se pueden utilizar juntos?
Lejos de ser competidores, la cinta para flejar y el flejado para embalaje suelen ser componentes complementarios de una estrategia de embalaje integral. Su uso combinado aborda diferentes modos de falla simultáneamente.
En un envío paletizado típico, las cajas individuales primero se sellan con cinta adhesiva para mantener la integridad de la caja. Luego, las cajas selladas se apilan en el palé y se pueden envolver con una película estirable para protegerlas del polvo y la humedad. Finalmente, se aplican flejes de embalaje alrededor de toda la carga del palé para crear la unión estructural que evita que la pila se mueva o se caiga.
Este enfoque en capas sigue el principio de contención progresiva : la cinta asegura el paquete primario (la caja), la envoltura elástica estabiliza el paquete secundario (la superficie de la paleta) y el fleje proporciona la contención terciaria (la unidad completa). Eliminar cualquier capa compromete el sistema en general. Un palet flejado sin cajas encintadas corre el riesgo de que se abran las solapas de las cajas individuales; un palé fijado con cinta adhesiva sin flejes corre el riesgo de que la pila colapse catastróficamente bajo fuerza lateral.
En algunas aplicaciones especializadas, la cinta para flejes se aplica directamente sobre los flejes de embalaje en cajas de cartón corrugado para evitar que la correa corte el cartón. Esto es común cuando se utilizan flejes de PP estrechos ( 9 mm a 12 mm ) en cajas corrugadas de pared simple, donde la tensión de la correa de 100 kilos a 200 kilos Puede aplastar el borde de la caja en cuestión de horas.
Conceptos erróneos comunes y riesgos de sustitución
Varios conceptos erróneos peligrosos conducen a una sustitución inadecuada de materiales en las operaciones de embalaje.
Concepto erróneo: la cinta para flejar puede asegurar cargas de paletas
Algunas operaciones intentan utilizar varias tiras de cinta adhesiva para sujetar las cajas juntas en una plataforma. Este enfoque falla por múltiples razones. Primero, la adhesión de la cinta a las superficies corrugadas se debilita bajo las fuerzas de corte generadas durante la aceleración y desaceleración del montacargas. En segundo lugar, las tiras de cinta adhesiva aplicadas sobre la parte superior de las cajas no crean una contención circunferencial: las cajas aún pueden deslizarse hacia los lados o levantarse verticalmente. En tercer lugar, la capacidad de tracción total de incluso 10 tiras de cinta es insignificante en comparación con una sola correa de PET. El uso de cinta para contención de palés aumenta las tasas de daños entre un 300% y un 500% en comparación con el flejado adecuado.
Concepto erróneo: embalaje, flejado, lata, sellado de cajas
Intentar utilizar flejes para cerrar las solapas de las cajas es igualmente ineficaz. El flejado aplica fuerza perpendicular a las superficies de la caja, no a lo largo de las costuras de las solapas. Una correa alrededor de una caja mantendrá unidas las paredes de la caja pero no impedirá que se abran las solapas superiores. Además, el estrecho ancho de contacto de los flejes ( 5 mm a 19 mm ) concentra la tensión en pequeñas áreas del cartón, provocando a menudo aplastamiento o corte en lugar de sellado. El sellado de cajas requiere el contacto adhesivo continuo que solo proporciona la cinta.
Concepto erróneo: una cinta más gruesa equivale a flejar
Incluso la cinta flejadora más pesada ( 75 mm de ancho, 0,25 mm de espesor ) no puede replicar la función del flejado de embalaje. La limitación fundamental es la unión adhesiva. Ningún adhesivo sensible a la presión puede generar las fuerzas de sujeción que produce una correa tensada. La cinta está diseñada para resistir fuerzas paralelas a una superficie; El flejado está diseñado para generar fuerzas perpendiculares a una superficie. Estos son problemas de ingeniería ortogonales que requieren diferentes soluciones.
Pautas de selección para profesionales del embalaje
Elegir entre estos materiales (o determinar si ambos son necesarios) requiere una evaluación sistemática de las características del envío.
- Evalúe el paquete principal: Si el artículo está en una caja de cartón corrugado que requiere cierre, es obligatoria la cinta adhesiva. Si el artículo no está empaquetado o está en un recipiente rígido, es posible que no sea necesaria la cinta adhesiva.
- Evaluar el peso total del envío: Para paquetes individuales bajo 30 kilos , la cinta adhesiva sola suele ser suficiente. Para cargas paletizadas que excedan 100 kilogramos , el flejado se vuelve esencial independientemente de otros métodos de contención.
- Considere la intensidad del manejo: Los envíos que serán transportados con montacargas varias veces, transferidos entre vehículos o sometidos a transporte marítimo requieren flejes. Los paquetes manipulados con cuidado desde el almacén hasta el camión de reparto pueden funcionar únicamente con cinta adhesiva.
- Analizar la geometría de carga: Las cargas altas, estrechas o muy pesadas son inherentemente inestables y requieren correas para evitar que se vuelquen. Las cargas bajas, anchas y distribuidas uniformemente se pueden contener adecuadamente con cinta adhesiva y film elástico.
- Revisar los requisitos reglamentarios: Algunas industrias y transportistas exigen estándares de contención específicos. El transporte aéreo, los materiales peligrosos y el envío internacional a menudo requieren flejes como condición de aceptación.
- Calcule el costo total de embalaje: Si bien el flejado agrega costos de material y mano de obra, el costo de los bienes dañados generalmente excede los gastos de flejado por un factor de 10 a 50 . Invertir insuficientemente en contención es una falsa economía.
Impacto económico y operativo
Las estructuras de costos y los flujos de trabajo operativos para estos materiales difieren sustancialmente, lo que influye en la planificación de adquisiciones y mano de obra.
La cinta para flejar es un consumible de alto volumen y bajo costo unitario. Un almacén típico podría consumir 500 a 2000 rollos al año , con rollos individuales que cuestan $2 a $8 . La aplicación requiere una formación mínima: la mayoría de los empleados pueden aplicar la cinta de forma eficaz en cuestión de minutos. El principal costo operativo es la propia cinta, y la mano de obra añade un gasto marginal.
Fleje de embalaje involves higher capital investment. Manual strapping tools cost $50 a $300 ; Las herramientas alimentadas por batería varían desde $800 a $3000 ; Las máquinas de arco automáticas pueden superar $10,000 . Costos de material de flejado $0.01 a $0.10 por metro dependiendo del tipo de material, pero una sola paleta puede requerir 10 a 30 metros . El tiempo de mano de obra por palet es 1 a 5 minutos para aplicación manual, en comparación con 5 a 15 segundos para sellar con cinta. La inversión operativa se justifica sólo cuando las características de la carga exigen contención mecánica.
Para las empresas que envían cargas mixtas, mantener un inventario de ambos materiales es una práctica estándar. La clave es establecer protocolos claros que especifiquen qué material utilizar para cada tipo de carga, eliminando conjeturas y garantizando niveles de protección consistentes.
Conclusión
La cinta para flejar y el flejado para embalaje no son variaciones del mismo producto: son soluciones de ingeniería fundamentalmente diferentes para diferentes desafíos de embalaje. La cinta para flejar es una herramienta adhesiva de refuerzo de superficies diseñada para sellar cajas, reforzar costuras y agrupar trabajos livianos en superficies planas. Su eficacia está limitada por la química del adhesivo y la integridad del sustrato, lo que lo hace adecuado para cargas de hasta aproximadamente 50 kg donde las fuerzas permanecen principalmente paralelas a las superficies del paquete.
Fleje de embalaje is a mechanical containment system that generates compressive forces around three-dimensional loads through tensioned bands and mechanical joints. Funciona independientemente de la adherencia de la superficie y puede asegurar cargas desde 100 kg a más de 2.500 kg contra fuerzas de cualquier dirección. Su eficacia está limitada por la resistencia a la tracción del material y la integridad de la unión, no por el rendimiento del adhesivo.
Intentar sustituir uno por otro compromete la integridad del embalaje, aumenta las tasas de daños y crea riesgos para la seguridad. El enfoque correcto reconoce que estos materiales son complementarios: la cinta asegura el paquete principal y los flejes aseguran la carga consolidada. Al aplicar cada material a los problemas para los que fue diseñado, los profesionales del embalaje logran una protección óptima al menor costo total.
Respuesta directa: Cómo utilizar flejes para embalaje
Para utilizar flejes de embalaje, envuelva la correa alrededor de la carga, tense la fuerza especificada, asegure los extremos con una junta mecánica y recorte el exceso. El método exacto depende del material del flejado (polipropileno, poliéster, acero o cordón tejido), el equipo de aplicación (herramientas manuales, dispositivos que funcionan con baterías o máquinas automáticas) y las características de la carga. Una técnica adecuada garantiza la estabilidad de la carga, previene daños y mantiene la seguridad en el lugar de trabajo. La aplicación incorrecta (tensión insuficiente, mala calidad de la unión o colocación inadecuada de la correa) puede provocar fallas en la carga, daños al producto o lesiones personales.
Planificación y preparación previa a la solicitud
El flejado eficaz comienza antes de que la correa toque la carga. Una planificación adecuada evita retrabajos, reduce el desperdicio de material y garantiza resultados consistentes en todas las unidades.
Evaluar las características de carga
Evalúe el peso total, las dimensiones, el centro de gravedad y el estado de la superficie de los artículos que se van a flejar. una carga de 200 kg de cajas de cartón uniformes requiere un flejado diferente al 2.000 kilos de tubos de acero. Identifique bordes afilados, formas irregulares o superficies frágiles que puedan requerir protectores de bordes, amortiguación o la colocación de correas especializadas. Mida la circunferencia de la carga en cada nivel de flejado para estimar los requisitos de longitud de la correa, generalmente 1,5 a 2 veces el perímetro de carga para permitir la superposición de tensión y la formación de juntas.
Seleccione el material de flejado adecuado
Haga coincidir el material de flejado con los requisitos de carga utilizando el siguiente marco de decisión:
- Polipropileno (PP): Úselo para cargas menores 500 kilogramos con geometría estable, almacenamiento interior y tiempos de tránsito cortos. El PP es económico y fácil de manipular, pero se relaja significativamente en 24 horas.
- Poliéster (PET): Úselo para cargas entre 500 kilogramos and 2,000 kg , exposición al aire libre, envíos de larga distancia o donde se necesita absorción de impactos. El PET retiene la tensión y resiste la degradación de los rayos UV.
- Acero: Úselo para cargas que excedan 2.000 kilos , productos metálicos rígidos, ambientes de alta temperatura o donde el alargamiento cero es obligatorio. El acero requiere precauciones de seguridad adicionales debido a los bordes afilados.
- Cordón tejido: Úselo para aplicaciones manuales de campo, productos agrícolas o donde la portabilidad y la reutilización sean prioridades. El cordón se aplica con hebillas y tensores manuales sin equipo motorizado.
Determinar la cantidad y ubicación de la correa
El número de correas y sus posiciones verticales influyen decisivamente en la estabilidad de la carga. Las pautas de la industria recomiendan:
| Peso de carga | Altura de carga | Correas mínimas | Colocación vertical |
|---|---|---|---|
| Menos de 300 kilos | Menos de 80 cm | 2 | 15cm from top and bottom |
| 300–800 kilos | 80-150 cm | 3 | 15cm from top/bottom center |
| 800-1500 kilogramos | 150–200 cm | 4 | Espaciados uniformemente a intervalos del 25% |
| 1.500–2.500 kilogramos | Más de 200 cm | 5–6 | Cada 40–50 cm con anclajes superiores/inferiores |
| Más de 2.500 kilos | cualquier altura | 6 | Espaciado diseñado con acero |
Para cargas paletizadas, siempre coloque la correa más baja dentro 15cm de la plataforma de paletas para evitar que la carga se deslice hacia arriba durante la inclinación del montacargas. La correa superior debe estar dentro 15cm del punto más alto para evitar que se caiga. Las correas intermedias distribuyen las fuerzas de manera uniforme y evitan que la sección central se abulte o se mueva.
Procedimiento de flejado manual paso a paso
El flejado manual con herramientas manuales es el método más común para operaciones de volumen bajo a medio. El siguiente procedimiento se aplica a flejes de polipropileno y poliéster utilizando tensores y selladores manuales.
Paso 1: alimente la correa
Desenrolle suficiente tirante del dispensador o bobina para rodear la carga con aproximadamente 30 cm a 50 cm de superposición. Pase la correa alrededor de la carga a la altura predeterminada, asegurándose de que quede plana contra la superficie sin torceduras ni torceduras. Para cargas paletizadas, pase la correa a través de los huecos del palet o alrededor de la base del palet, no simplemente alrededor de las cajas que se encuentran encima. Si usa protectores de bordes, colóquelos en todos los puntos de contacto entre la correa y las esquinas de carga antes de pasar la correa.
Paso 2: Insertar en el tensor
Coloque los extremos superpuestos de la correa en la herramienta tensora manual. Para tensores tipo trinquete, pase ambos extremos a través de las mordazas de agarre y asegúrese de que los dientes se acoplen firmemente a la superficie de la correa. La herramienta debe colocarse en el lado de la carga donde el operador tenga una base estable y una visibilidad clara. Para cargas superiores 1.000 kilos , es posible que se necesiten dos operadores: uno para estabilizar la posición de la correa mientras el otro opera el tensor.
Paso 3: aplicar tensión
Opere la manija del tensor para apretar la correa alrededor de la carga. Aplique tensión progresivamente; una tensión rápida puede hacer que la correa se deslice, se rompa o se corte en un embalaje blando. Para flejes de PP, la tensión objetivo es de aproximadamente 30% a 50% de la resistencia nominal a la rotura de la correa. Para flejes de PET, tense a 40% a 60% de fuerza de rotura. un Correa de PP de 19 mm de ancho con una resistencia a la rotura de 450 kg debe tensarse para 135 kilos a 225 kilos . superando 70% de resistencia a la rotura corre el riesgo de fallar la correa durante el tensado o el transporte.
Escuche si hay crujidos o grietas en la carga; esto indica una compresión excesiva que puede aplastar el embalaje. Si la superficie de carga se deforma visiblemente bajo tensión, reduzca la tensión y agregue protectores de bordes o correas adicionales para distribuir la fuerza.
Paso 4: Asegure la articulación
Manteniendo la tensión, engarce un sello de metal o plástico alrededor de los extremos superpuestos de la correa usando una herramienta selladora manual. Coloque el sello centralmente sobre la superposición, asegurándose de que ambos extremos de la correa estén completamente insertados en la cavidad del sello. Apriete firmemente los mangos del sellador para crear un pliegue uniforme. Para sellos dentados, la profundidad de engarce debe comprimir el sello a aproximadamente 60% a 70% de su altura original. Inspeccione la unión para ver si tiene una compresión uniforme; los engarces desiguales indican desalineación y resistencia reducida de la unión.
Para uniones soldadas por fricción (herramientas alimentadas por baterías), la herramienta crea automáticamente la soldadura después del tensado. Asegúrese de que el área de soldadura esté limpia y libre de polvo o humedad, ya que la contaminación reduce la resistencia de la soldadura al 20% a 40% .
Paso 5: recortar e inspeccionar
Utilice la función de corte en el tensor o un cortador de correa separado para recortar el exceso de correa, dejando aproximadamente 2 centímetros a 3 cm más allá del sello. Los extremos afilados de las correas pueden enganchar la ropa o cortar las manos; si es posible, meta la cola contra la carga. Inspeccione visualmente todo el conjunto de correas: verifique que la alineación de las correas sea horizontal, que la unión esté segura, que los protectores de bordes estén en su lugar y que ningún segmento de la correa cuelgue suelto. Aplique un suave empujón lateral a la carga para confirmar que las correas resistan el movimiento.
Uso de herramientas combinadas que funcionan con baterías
Las herramientas de flejado alimentadas por baterías integran tensión, sellado y corte en una sola unidad portátil, lo que mejora drásticamente la velocidad y la consistencia para operaciones de volumen medio.
Configuración y calibración de herramientas
Antes de utilizarla, cargue la batería por completo; la mayoría de las baterías de iones de litio proporcionan 300 a 600 ciclos por carga dependiendo de los ajustes de tensión. Seleccione el nivel de tensión apropiado usando el control digital o analógico de la herramienta. Para flejes de PET en cargas de palés de 800 kilogramos , un ajuste de tensión de 300 kilos a 400 kilos es típico. Calibre la herramienta mensualmente usando una celda de carga para verificar que la tensión mostrada coincida con la fuerza aplicada real; deriva de 10% a 15% Es común después de un uso intensivo sin recalibración.
Secuencia de aplicación
Pase la correa alrededor de la carga e inserte ambos extremos en la ranura de alimentación de la herramienta. La herramienta agarra automáticamente la correa e inicia la tensión cuando el operador presiona el botón de activación. Supervise la pantalla de tensión o escuche la señal de finalización de la herramienta. Una vez que se alcanza la tensión, la herramienta realiza una soldadura por fricción (haciendo vibrar los extremos superpuestos a alta frecuencia para generar calor y fusionar el material) o un sellado térmico, luego corta automáticamente el exceso de correa. Retire la herramienta e inspeccione la junta soldada para ver si tiene un ancho uniforme y no hay huecos ni decoloración.
El tiempo de ciclo para herramientas de batería varía desde 3 a 8 segundos por correa, en comparación con 30 a 60 segundos para herramientas manuales. Esta ganancia de eficiencia hace que las herramientas de batería sean rentables para el procesamiento de operaciones. 50 a 300 palets por día .
Requisitos de mantenimiento
Limpie las mordazas de soldadura y el mecanismo de alimentación diariamente para eliminar la acumulación de residuos de plástico. Lubrique las piezas móviles semanalmente con el aceite especificado por el fabricante. Reemplace las mordazas de soldadura después de aproximadamente 5.000 a 10.000 ciclos o cuando la calidad de la soldadura se degrada visiblemente. Guarde las baterías en 20°C a 25°C y evitar la descarga profunda, lo que reduce la vida útil de la batería de iones de litio en 30% a 50% .
Operación de máquinas flejadoras semiautomáticas y automáticas
Las máquinas flejadoras estilo arco automatizan las operaciones de alimentación, tensión, sellado y corte, lo que permite líneas de embalaje de alto rendimiento.
Operación de máquina semiautomática
El operador coloca el artículo dentro del arco de la máquina (un marco rectangular a través del cual se pasa la correa) y presiona un pedal o botón. La máquina alimenta automáticamente la correa alrededor del arco, la tensa con la fuerza preestablecida, sella la unión mediante soldadura por calor o por fricción y expulsa el artículo atado. El operador debe reposicionar el artículo para cada correa, lo que hace que este método sea adecuado para 500 a 1.500 paquetes por hora .
Los parámetros de configuración clave incluyen la fuerza de tensión (ajustable desde 50 N a 800 N dependiendo del modelo de máquina), tiempo de permanencia (el tiempo que la correa permanece tensa antes del sellado, generalmente 0,5 a 2 segundos ) y la compatibilidad del ancho de la correa (normalmente 6 mm a 15 mm para máquinas estándar). Los ajustes de tensión inadecuados provocan correas sueltas que no logran contener la carga o correas demasiado tensas que aplastan el embalaje frágil.
Integración del sistema completamente automática
Las máquinas flejadoras completamente automáticas se integran con los sistemas transportadores y no requieren intervención del operador. Los paquetes ingresan a la máquina a través de una cinta transportadora, los sensores detectan la posición y las dimensiones del paquete y la máquina aplica una o varias correas en posiciones programables. Los sistemas avanzados se comunican con el software de gestión de almacenes para registrar datos de flejado para la trazabilidad de la calidad.
Las máquinas automáticas alcanzan velocidades superiores 60 correas por minuto y puede aplicar múltiples correas por paquete con espaciado programable para ±2cm precisión. Los requisitos de mantenimiento incluyen la limpieza diaria de la vía de alimentación, la inspección semanal de las ruedas tensoras y los cabezales de sellado y la calibración mensual de los sensores de tensión. El tiempo de inactividad para una sola línea de flejado automática puede costar $500 a $2000 por hora en pérdida de rendimiento, lo que hace que el mantenimiento preventivo sea crítico.
Flejes de Acero: Técnicas Especializadas y Protocolos de Seguridad
El flejado de acero exige técnicas distintas y una mayor conciencia de seguridad debido a su rigidez, bordes afilados y requisitos de tensión extrema.
Procedimiento manual de flejado de acero
Los flejes de acero generalmente se suministran en bobinas osciladas o enrolladas en cinta que pesan 20 kilos a 50 kilos . Montar la bobina en un dispensador con mecanismo de frenado para evitar que se desenrolle incontroladamente. Pase la correa alrededor de la carga, superponiendo los extremos 10 cm a 15 cm para acomodar el sello. Debido a que el acero no se estira, la medición precisa de la longitud es esencial: el exceso de superposición desperdicia material, mientras que una superposición insuficiente impide la formación adecuada de las juntas.
Inserte ambos extremos de la correa en un sello de acero (generalmente un sello de presión o de presión para acero más liviano, o un sello con muescas para aplicaciones de servicio pesado). Coloque el sello en la ubicación de la junta deseada, generalmente en una cara plana de la carga donde el sello no sobresalga ni se enganche durante la manipulación. Utilice un sellador manual o neumático para engarzar el sello firmemente. Para sellos con muescas, el sellador corta muescas entrelazadas en ambos extremos de la correa y el sello, creando un enclavamiento mecánico con una eficiencia conjunta de 75% a 90% .
Tensado y Sellado Neumático
Para flejes de acero sobre cargas pesadas, son obligatorios tensores y selladores neumáticos. Los tensores neumáticos aplican fuerzas de hasta 8.000 norte a través de un mecanismo de trinquete o rueda de alimentación accionado por aire comprimido en 6 a 10 bares . El operador enhebra la correa, activa el tensor y permite que la herramienta apriete la correa. Luego, los selladores neumáticos engarzan el sello con presión de mandíbula sincronizada. Todo el proceso requiere 15 a 30 segundos por correa.
Medidas de seguridad críticas para el acero
No se puede subestimar la seguridad de los flejes de acero. Utilice siempre guantes resistentes a cortes clasificados Nivel 3 o superior , gafas de seguridad con protecciones laterales y botas con punta de acero. Nunca se pare en la línea directa de la correa al tensar o cortar; si la correa se rompe o se desliza, puede retroceder con una fuerza letal. Utilice cortadores de mango largo ( 30 cm mínimo ) para mantener la distancia al recortar los extremos de la correa. Deseche las piezas de acero cortadas inmediatamente en los contenedores designados; Los fragmentos de acero sueltos en el suelo del almacén provocan graves lesiones en los pies y daños en los neumáticos.
Al cortar flejes de acero que han estado bajo tensión durante un período prolongado, aplique una presión gradual en lugar de cortarlos rápidamente. La rápida liberación de energía elástica almacenada en el acero puede provocar violentos latigazos. Para cargas atadas con múltiples bandas de acero, corte las correas en una secuencia que mantenga la estabilidad de la carga hasta que se suelte la correa final.
Fleje de cordón tejido: aplicación manual de hebilla
Los flejes de cordón de poliéster tejido ofrecen ventajas únicas en cuanto a portabilidad, reutilización y simplicidad, lo que los hace ideales para aplicaciones de campo y cargas irregulares.
Método de hebilla y tensor
Pase la correa del cordón a través de la carga y pase un extremo a través del ojo de una hebilla de metal o plástico. Vuelva a pasar la correa a través de la segunda ranura de la hebilla para crear un bloqueo de fricción. Inserte la hebilla en un tensor de cable manual, que utiliza un mecanismo de trinquete para apretar la correa. Tensión a la fuerza deseada, normalmente 100 kilos a 300 kilos para cargas ligeras a medianas y bloquee la hebilla doblando la espiga de metal o asegurando el pestillo de plástico.
La principal ventaja de las uniones de hebilla es la reutilización. Para soltarla, simplemente enderece la hebilla y tire de la correa para liberarla. Esto hace que el cordón tejido sea ideal para logística interna, sistemas de embalaje retornable y aplicaciones agrícolas donde la misma correa asegura múltiples cargas secuencialmente. Sin embargo, la eficiencia de las juntas pandeadas es menor que la de las juntas soldadas, normalmente 40% a 60% de resistencia a la rotura de la correa, así que utilice correas más anchas o varias correas para compensar.
Consejos para la aplicación en campo
El cable tejido se utiliza a menudo en exteriores o en lugares remotos sin acceso a energía. Lleve correas de longitudes precortadas para evitar manipular bobinas pesadas en el campo. Proteja el cable de la abrasión en superficies rugosas deslizando fundas de cartón o goma sobre los puntos de contacto. En condiciones de humedad, el cordón tejido absorbe una cantidad mínima de humedad y mantiene la resistencia, pero las hebillas de metal pueden oxidarse; use hebillas revestidas o de acero inoxidable para una exposición prolongada al aire libre.
Protectores de bordes y accesorios de preparación de carga
Los protectores de bordes no son accesorios opcionales; son componentes esenciales que determinan si el flejado tiene éxito o fracasa.
Tipos y selección de protectores de bordes
Los protectores de bordes distribuyen la tensión de la correa en una superficie más amplia, evitando que la correa corte los bordes del embalaje o del producto. Los tipos comunes incluyen:
- Protectores de bordes de tableros de fibra (cartón): Económico y reciclable, apto para cajas de cartón ondulado y cargas ligeras a medias. Disponible en perfiles en forma de L con longitudes de patas desde 35 mm a 100 mm y espesores de 2 mm a 5 mm .
- Protectores de bordes de plástico: Durable y resistente a la humedad, reutilizable para múltiples ciclos. Preferido para almacenamiento al aire libre y donde el tablero de fibra se degradaría. Normalmente están hechos de polipropileno o polietileno en perfiles en L similares.
- Acero edge protectors: Se utiliza con flejes de acero en cargas de metal pesado donde el plástico o el tablero de fibra colapsarían bajo tensión extrema. Recubierto para evitar la transferencia de óxido a los productos.
- Tableros esquineros y angulares: Protectores de longitud extendida que recorren toda la altura o el ancho de las cargas paletizadas, brindando protección continua a lo largo de bordes completos en lugar de puntos de correa aislados.
Técnica de colocación adecuada
Coloque protectores de bordes en cada punto donde la correa entre en contacto con una esquina o borde. El protector debe extenderse más allá del ancho de contacto de la correa al menos 2 cm a cada lado. Para protectores en forma de L, oriente las patas para cubrir tanto la cara vertical como las superficies horizontales superior/inferior de la esquina. En cargas paletizadas, coloque protectores en la unión entre la plataforma del palet y la base de carga para evitar que las correas corten la estructura del palet.
Sin protectores de bordes, una correa de PET tensada para 400 kilos ejerce una presión superior 200 kg por centímetro cuadrado en una esquina de cartón afilada: suficiente para cortar cartón corrugado de doble pared en minutos. con un Protector de tablero de fibra de 50 mm de ancho , la misma fuerza se distribuye a aproximadamente 16 kg por centímetro cuadrado , dentro de la tolerancia al aplastamiento del embalaje estándar.
Control de Calidad e Inspección Post-Aplicación
Una calidad constante requiere una inspección sistemática de cada carga flejada antes de su salida de la estación de embalaje.
Lista de verificación de inspección visual
Inspeccione cada unidad atada para cumplir con los siguientes criterios:
- Alineación de la correa: Todas las correas deben ser horizontales y paralelas, no diagonales ni torcidas. La desviación vertical no debe exceder ±2cm desde la posición prevista.
- Integridad conjunta: El sello o la soldadura deben mostrar una compresión uniforme sin grietas, espacios o fibras de la correa expuestas. Para soldaduras por fricción, el ancho de la soldadura debe ser igual al ancho de la correa sin espacios vacíos.
- Uniformidad de tensión: Presione cada correa con una presión moderada de los dedos. Una correa correctamente tensada debe sentirse firme y con una elasticidad mínima. Las correas sueltas que se aprietan fácilmente requieren volver a tensarse.
- Colocación del protector de bordes: Verifique que los protectores estén centrados en los puntos de contacto de la correa y que no se hayan movido durante el tensado.
- Integridad de la carga: Confirme que la carga no haya sido aplastada, deformada o desplazada por las fuerzas de flejado. Compruebe si hay esquinas aplastadas, costuras reventadas o elementos desplazados.
- Gestión de cola de correa: El exceso de extremos de las correas se debe recortar para 2 centímetros a 3 cm y doblado o colocado para evitar que se enganche.
Pruebas y validación periódicas
Realice pruebas destructivas periódicas en cargas de muestra para validar el rendimiento del flejado. Aplique fuerzas laterales a las paletas flejadas usando un probador de empuje o un plano inclinado para medir la fuerza requerida para provocar el desplazamiento de la carga. Un palet correctamente flejado debe resistir 0,3 ga 0,5 g aceleración lateral sin movimiento. Para envíos críticos, realice pruebas de caída desde 10 cm a 20 cm para simular impactos de manipulación y verificar la integridad de las correas y las juntas.
Documente los resultados de las inspecciones y los datos de las pruebas para identificar tendencias. Si las tasas de falla conjunta exceden 1% o aumentan los incidentes por cambios de carga, revise los ajustes de tensión, los programas de mantenimiento de herramientas y los programas de capacitación de operadores.
Errores comunes y cómo evitarlos
Incluso los operadores experimentados cometen errores que comprometen la eficacia del flejado. Reconocer estos errores evita costosos retrabajos y fallas en la carga.
Tensión insuficiente
Las correas poco tensadas permiten el movimiento de la carga durante el tránsito. Este es el error más común, que a menudo resulta de la fatiga del operador, herramientas mal calibradas o miedo a aplastar la carga. Solución: Utilice herramientas con indicadores de tensión, establezca estándares de tensión mínima para cada categoría de carga y capacite a los operadores para que la tensión adecuada se sienta firme pero no cause deformación visible del embalaje de cartón corrugado estándar.
Posición incorrecta de la correa
Colocar las correas demasiado altas o demasiado bajas en un palé reduce la estabilidad. Las correas colocadas por encima del centro de gravedad de la carga no evitan que se vuelque; Las correas demasiado cerca del borde inferior permiten que la carga se deslice hacia arriba durante la operación del montacargas. Solución: Marque las posiciones de las tarimas con cinta o pintura para indicar las alturas correctas de las correas y utilice las pautas de colocación en la sección de planificación previa a la aplicación.
Mala calidad de las articulaciones
Las uniones débiles son el principal modo de falla en cargas atadas. Las causas incluyen superficies sucias de la correa (que reducen la resistencia de la soldadura al 20% a 40% ), sellos desalineados, presión de engarce insuficiente o uso del tipo de sello incorrecto para el material de la correa. Solución: Limpie los extremos de la correa antes de soldar, inspeccione visualmente los sellos después de engarzarlos y haga coincidir exactamente las especificaciones del sello con el ancho y el material de la correa.
Descuidar la protección de los bordes
Saltarse los protectores de bordes para ahorrar tiempo o costos es una falsa economía. El corte de la correa en el embalaje compromete tanto la correa (reduciendo la tensión efectiva) como la carga (exponiendo el contenido a daños y contaminación). Solución: Exigir protectores de bordes en todos los procedimientos operativos estándar de flejado y capacitar a los operadores para que su omisión sea una violación de la calidad.
Usar material incorrecto para la aplicación
La aplicación de flejes de PP a cargas pesadas en exteriores o flejes de acero a bienes de consumo frágiles genera fallas predecibles. Solución: implementar una matriz de selección de materiales basada en el peso de la carga, la exposición ambiental y la intensidad de manipulación, y exigir la aprobación del supervisor para las desviaciones.
Integración con Stretch Wrap y otros métodos de contención
Fleje de embalaje rarely operates alone. Understanding how to sequence and integrate multiple containment methods maximizes protection.
Para cargas paletizadas la secuencia estándar es: primero, aplique flejes para crear el esqueleto estructural que evite el desplazamiento y el colapso de la carga; en segundo lugar, aplique una envoltura elástica para brindar protección contra el polvo, la humedad y la manipulación mientras agrega fricción superficial entre las cajas. Invertir esta secuencia (envolver primero y flejar después) hace que la envoltura elástica se arrugue y se rompa bajo la tensión de la correa, comprometiendo ambos sistemas.
Para cargas que requieren flejes tanto verticales como horizontales (como pilas de paletas altas y estrechas), aplique correas horizontales primero para crear la contención primaria, luego agregue correas verticales o postes esquineros si es necesario para evitar el pandeo de las columnas. En cargas con láminas deslizantes, asegúrese de que las correas penetren o se acoplen a la lámina deslizante para evitar que toda la carga se deslice fuera de la plataforma como una unidad.
Cuando combine flejes con material de estiba o relleno de huecos, coloque el material de estiba de manera que no interfiera con el contacto de la correa con la carga. Los materiales de relleno sueltos comprimidos bajo la tensión de la correa pueden crear puntos de presión desiguales que aplastan el embalaje en las líneas de la correa.
Conclusión
El uso eficaz de flejes de embalaje requiere algo más que enrollar una banda alrededor de una carga y apretarla. Exige una planificación sistemática: hacer coincidir el material con el peso de la carga y el entorno, colocar las correas a alturas calculadas, aplicar tensión calibrada, formar uniones de calidad y proteger tanto la correa como la carga con protectores de bordes. Ya sea que se utilicen herramientas manuales para envíos ocasionales, dispositivos alimentados por baterías para operaciones de volumen medio o sistemas completamente automáticos para líneas de producción de alta velocidad, los principios fundamentales siguen siendo consistentes.
Las consecuencias de un flejado inadecuado van más allá de los productos dañados. Las fallas de carga en tránsito pueden causar accidentes automovilísticos, lesiones en el almacén por la caída de artículos e interrupciones en la cadena de suministro que afectan los cronogramas de producción posteriores. Siguiendo los procedimientos paso a paso, los protocolos de seguridad y las prácticas de inspección de calidad detalladas en esta guía, los operadores y profesionales de la logística pueden garantizar que cada carga flejada llegue a su destino intacta, estable y lista para la siguiente etapa de manipulación.
Dominar el flejado de embalaje es una inversión en confiabilidad operativa. El tiempo dedicado a la capacitación adecuada, el mantenimiento de herramientas y la validación de procesos genera un valor mensurable a través de menores reclamos por daños, mejor eficiencia de manejo y la confianza de que sus productos están protegidos por sistemas de contención diseñados para funcionar en condiciones del mundo real.








Copyright @ Yancheng Bingo Machinery Equipment Co., Ltd. Todos los derechos reservados
